- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

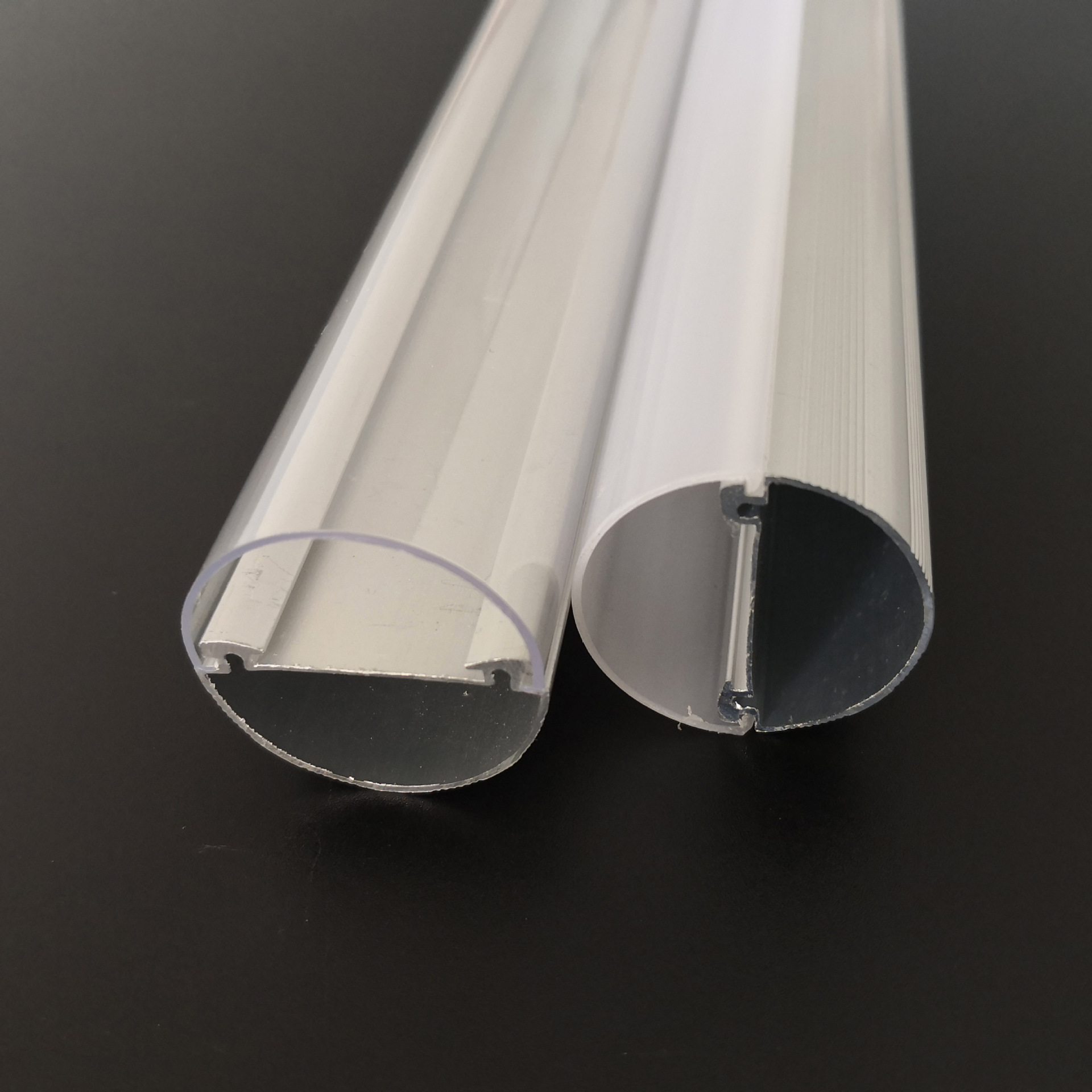
Erfaring med PC ekstruderingsproduktion
Forholdsregler:
1. Når indsprøjtningstrykket er højt, temperaturen i røret er for høj, eller opholdstiden er lang, er det let at forårsage termisk nedbrydning, misfarvning og lavere fysiske egenskaber. Det skal bemærkes, at formens temperatur er 85°C~120°C. (1) Kontroller fugtigheden under 0,02%; (2) Tør ved 120°C i 4 timer, og overskrid ikke 150°C.
2. Det er især svært at danne tykke færdige produkter, fordi de færdige produkter er tilbøjelige til restspænding, som vil give revner i fremtiden, så det er bedre at bruge pulveriseret silikone som slipmiddel i stedet for flydende slipmiddel.
3. Formning kræver høj temperatur og højt tryk, og der skal anvendes en skrueformningsshuttle.
4. Materialet skal være helt tørret før brug.
5. Porten og løberens design skal have en lille strømningsmodstand.
6. Det støbte produkt bør designes med en tykkelse tæt på væggen, og metaldele bør undgås. Endvidere skal tilbagetrækningshældningen være over 2°.
7. Formkrympningshastighed 0,4%~0,7%, massefylde 1,2~1,5.
8. Opvarmningstemperatur 230~310 ℃, formtemperatur 80120 ℃, materialerørstemperatur 260~310 ℃, udstødningsmaterialetemperatur 280~320 ℃, indsprøjtningstryk 800~1500 kg/cm2, minimum driftstemperatur 260°C.
9. Brug en affugtningstørrer, tørretemperaturen er 105~120°C (under 0,02~0,03%), det tager 24 timer, den første sektion af materialets rørtemperatur er 260~270°C; den anden sektion er 260~270°C; det tredje afsnit. Det første trin er 240~250°C; det fjerde trin er 220~230°C; formens overfladetemperatur er 40~60°C. Temperaturindstilling: dyse 230 ~ 300 ℃, forreste sektion 260 ~ 280 ℃, midtersektion 265 ~ 275 ℃, bageste sektion 250 ~ 270 ℃; skruehastighed 40~160rpm, formtemperatur 80^120℃, injektionstryk 1000~1400kg/cm2, Modtryk 5-15kg, skruekompressionsforhold 2,4, L/D 15~24.
JE er en professionel pc-ekstruderingsproducent i Kina,
For flere PC-ekstruderingsprodukter henvises til: www.jeledprofile.com
Du kan også kontakte: sales@jeledprofile.com
Tlf/Whatsapp/Wechat: 0086 13427851163


